


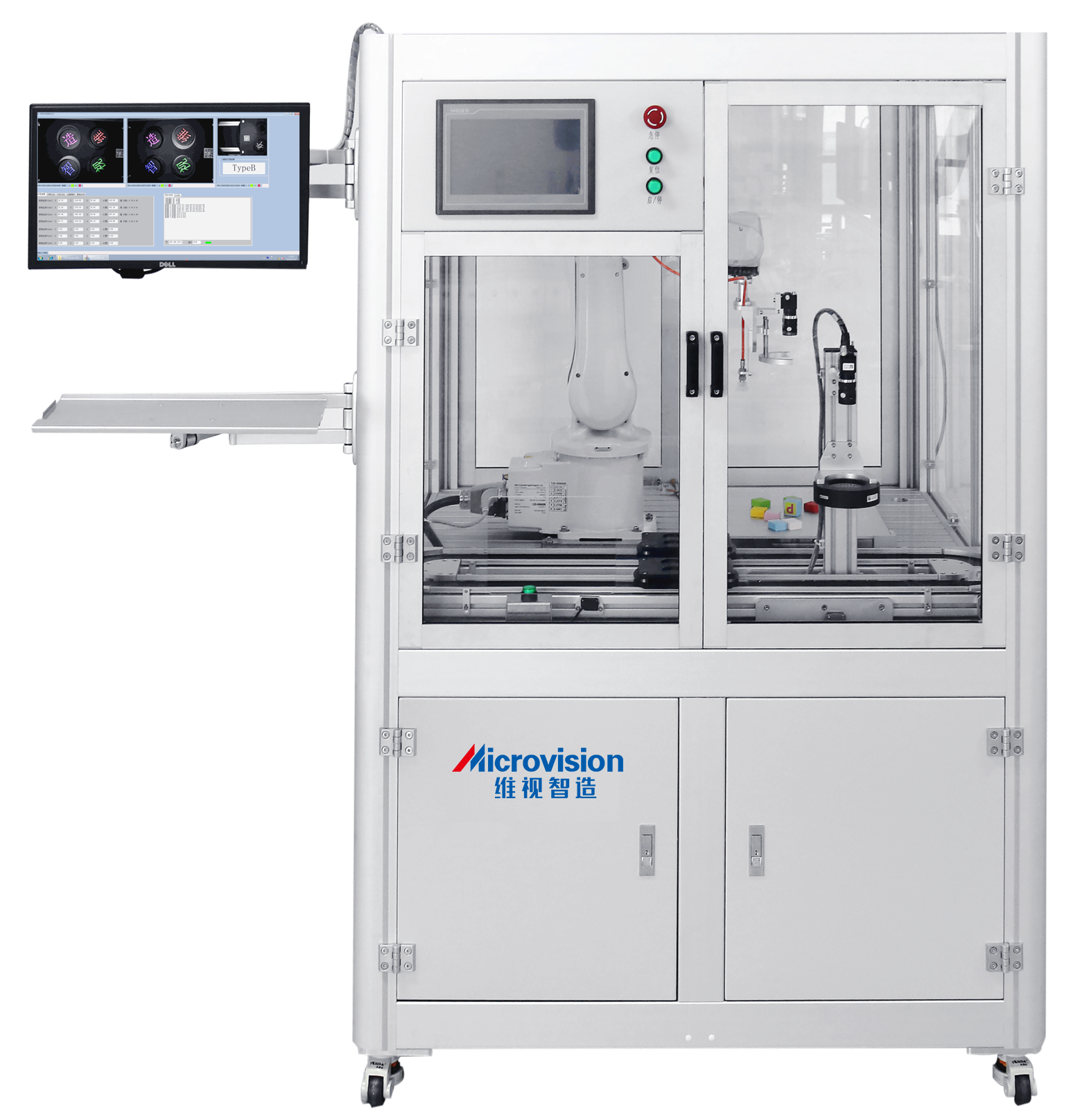

















MV-VIS200
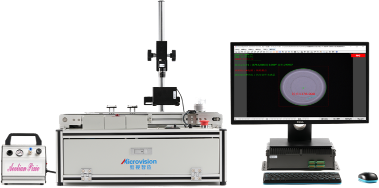
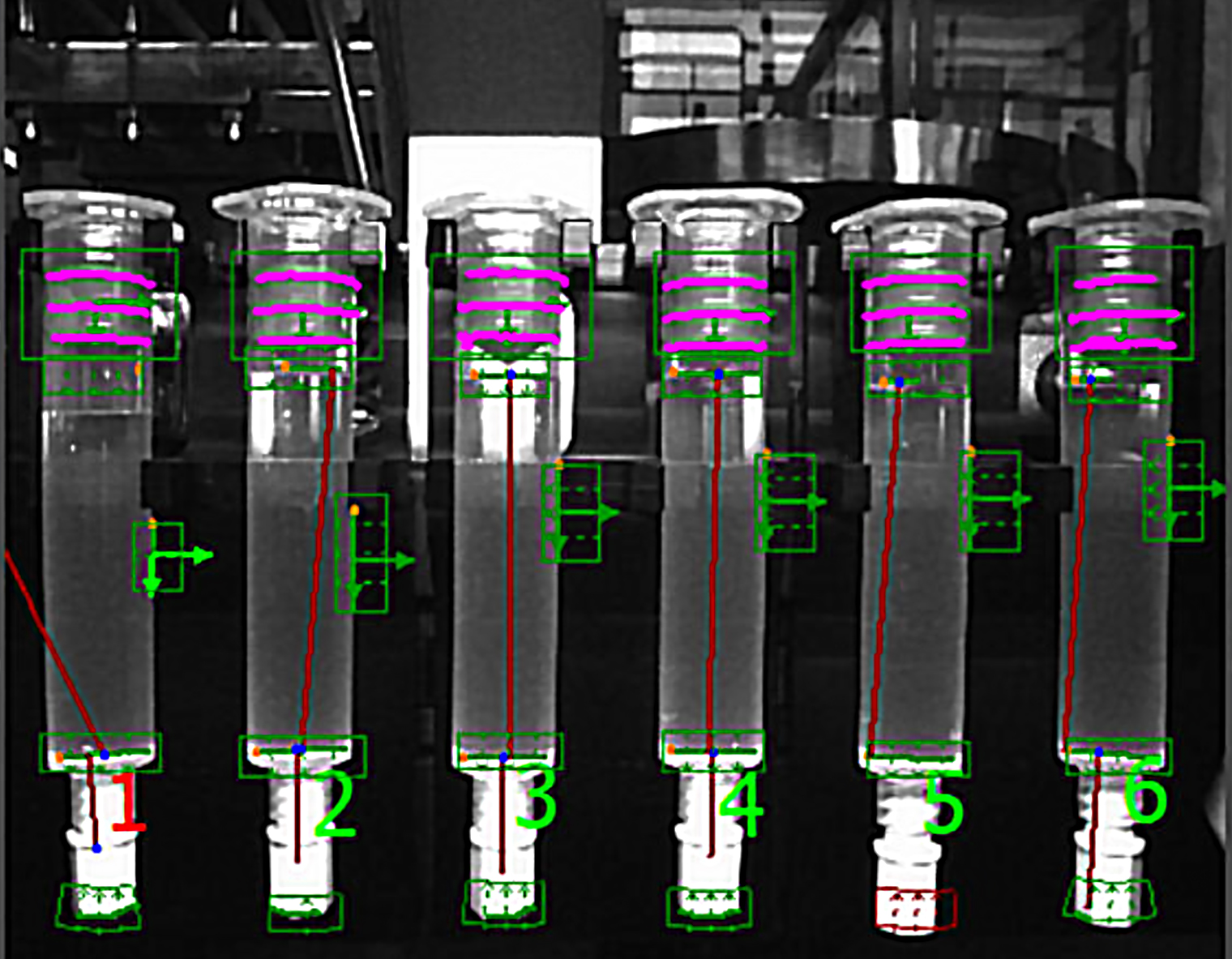
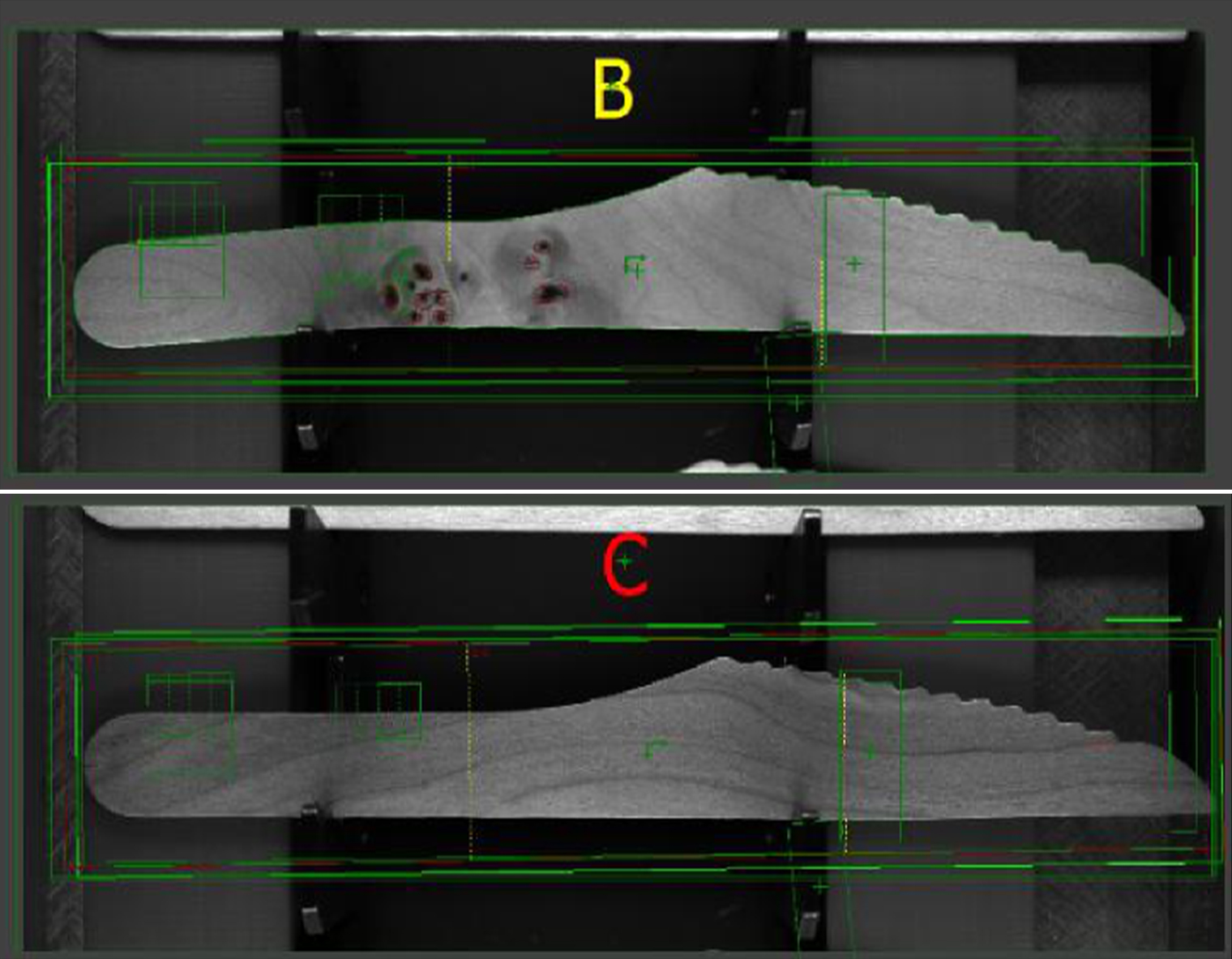
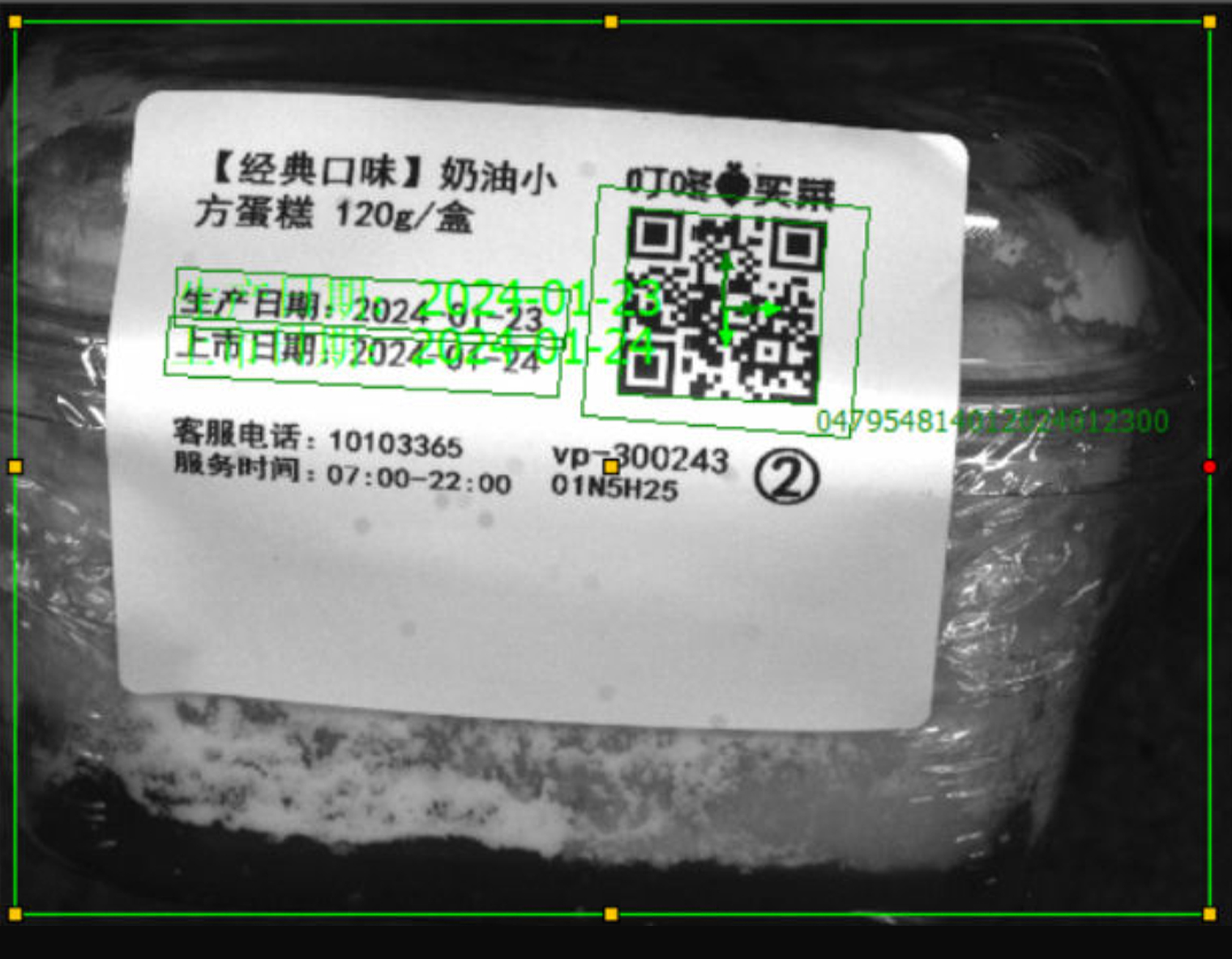
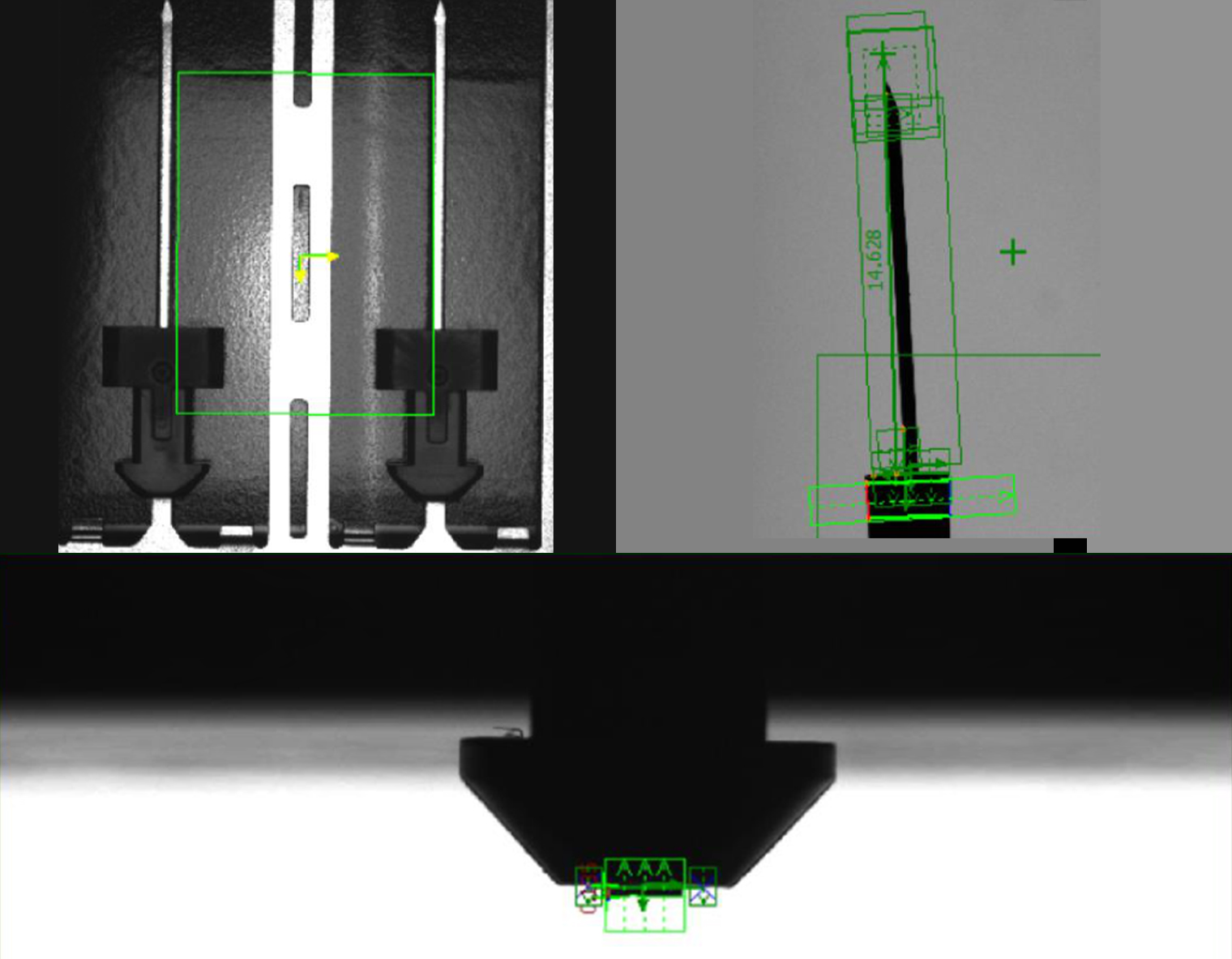
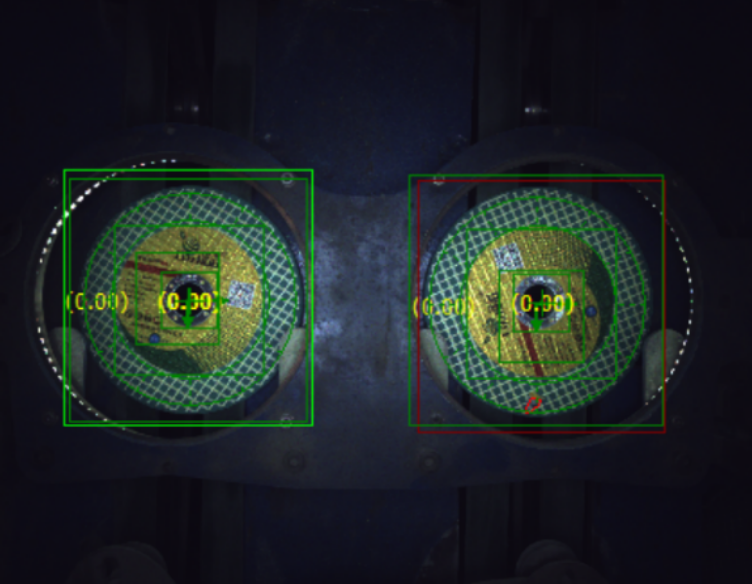
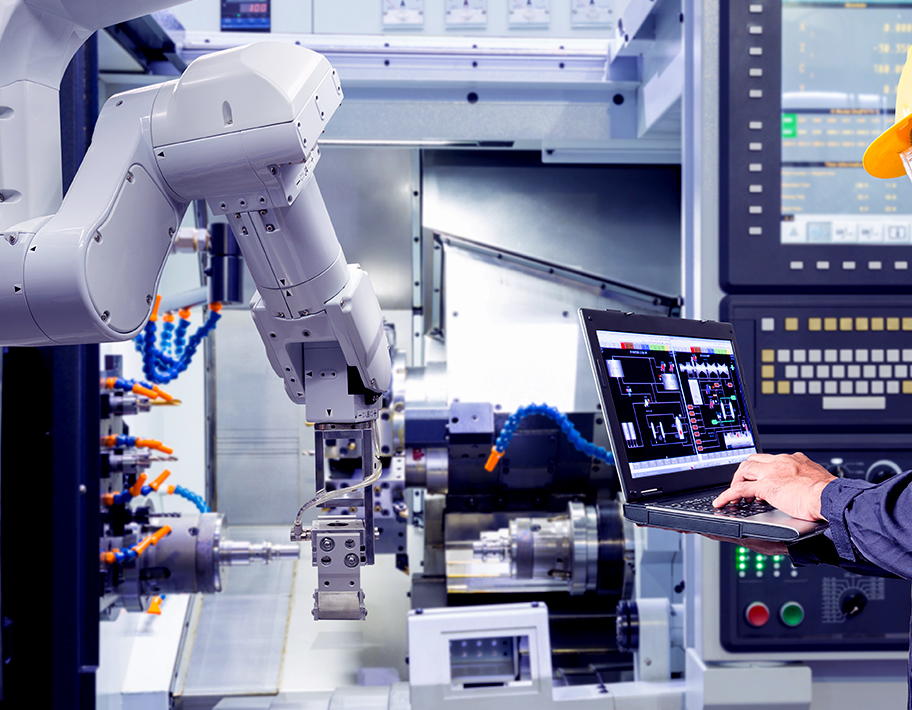
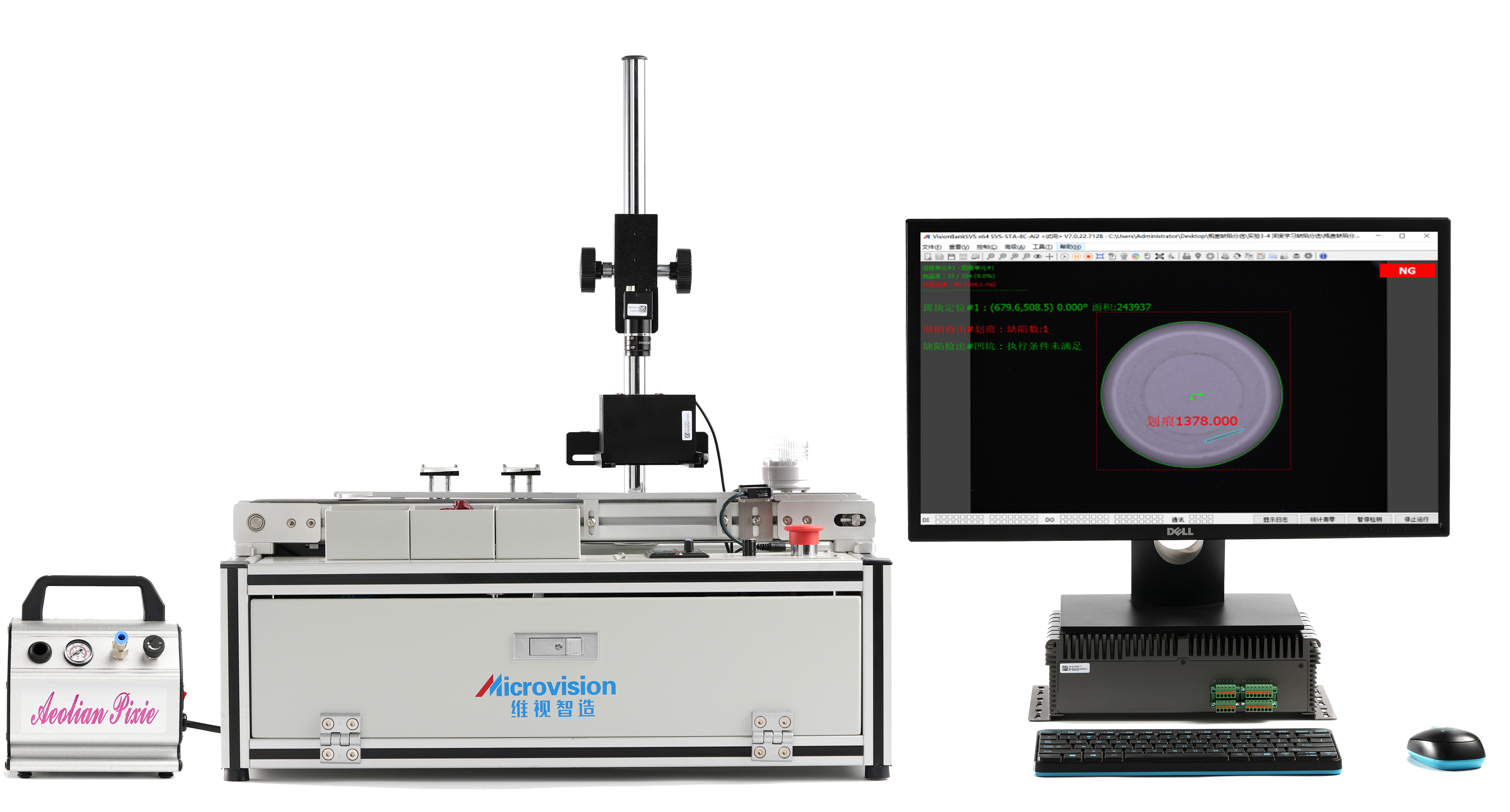
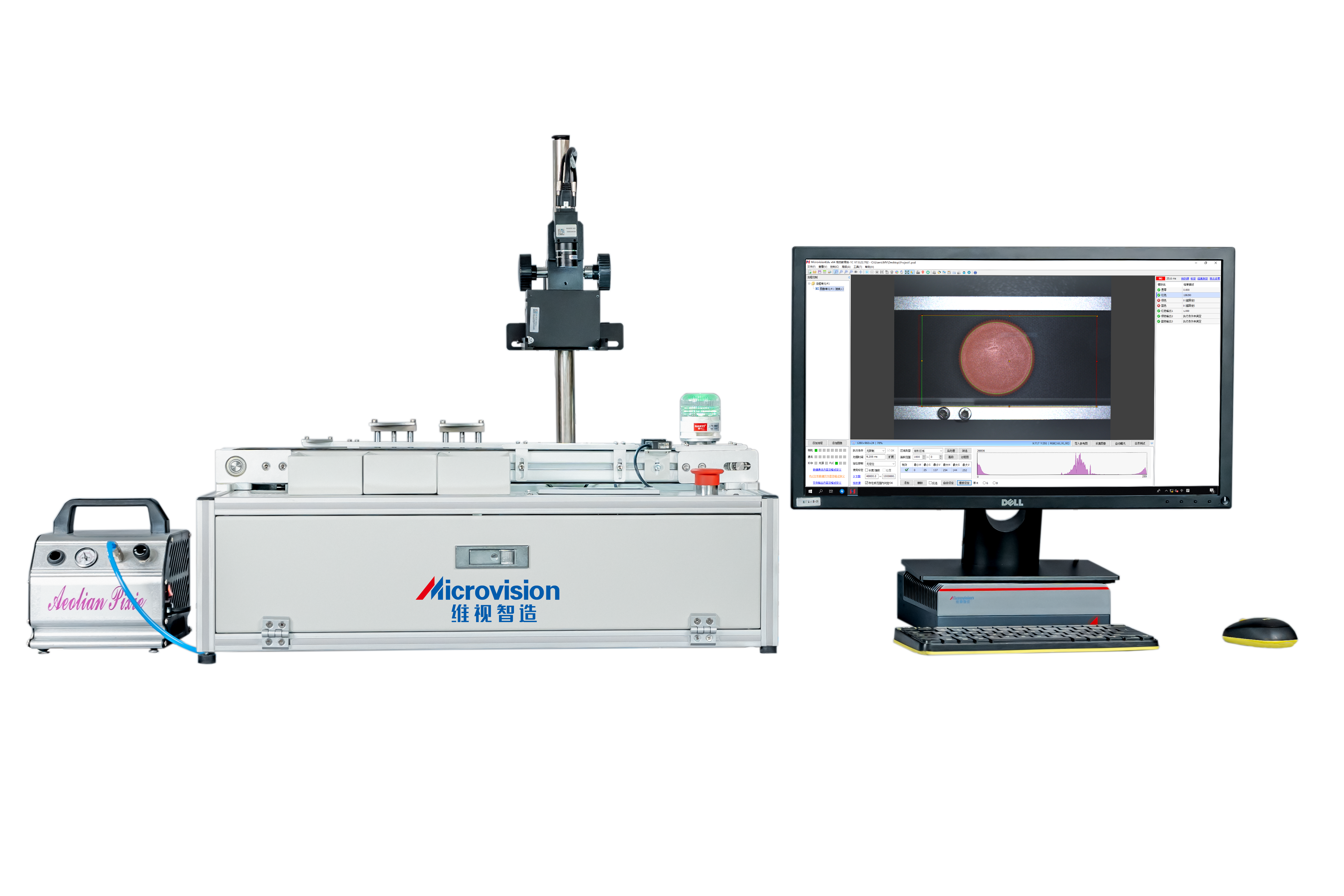
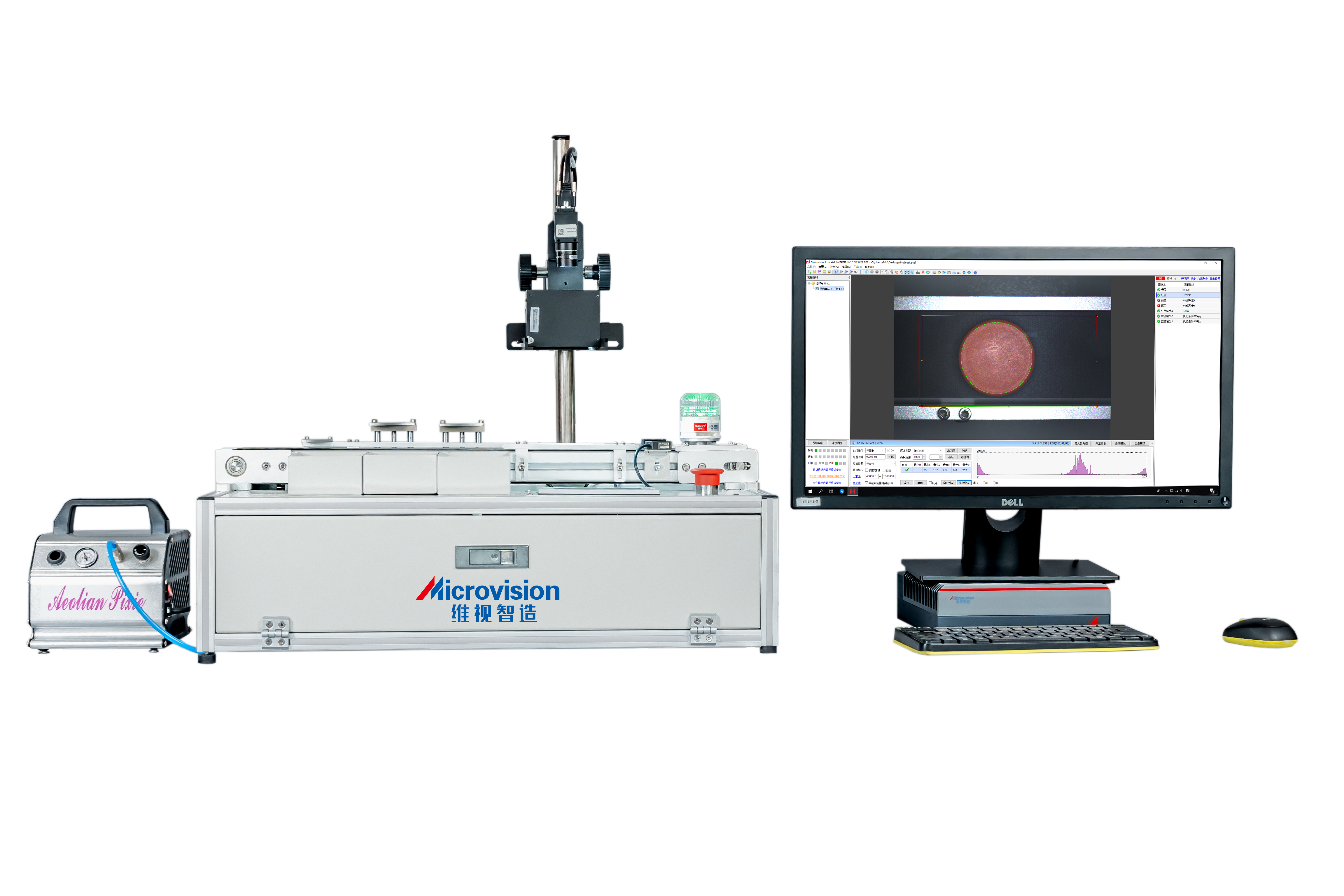
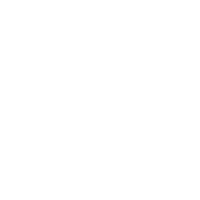
MV-VIS200是一套综合性视觉分选检测平台,该平台模拟工业现场流水线环境,通过智能视觉分选系统对流水线上的物料进行识别检测及分类,基于智能视觉通讯模块与PLC进行数据交互,控制气缸动作将物料分类到对应的料盒中。平台采用步进电机驱动,可视化触摸屏监控运行状态以及设置控制参数,通过光纤传感器,可准确感知产品位置触发相机拍照,依托功能丰富的VisionBank软件,可扩展出不同的物料分选方案。
功能特点
-

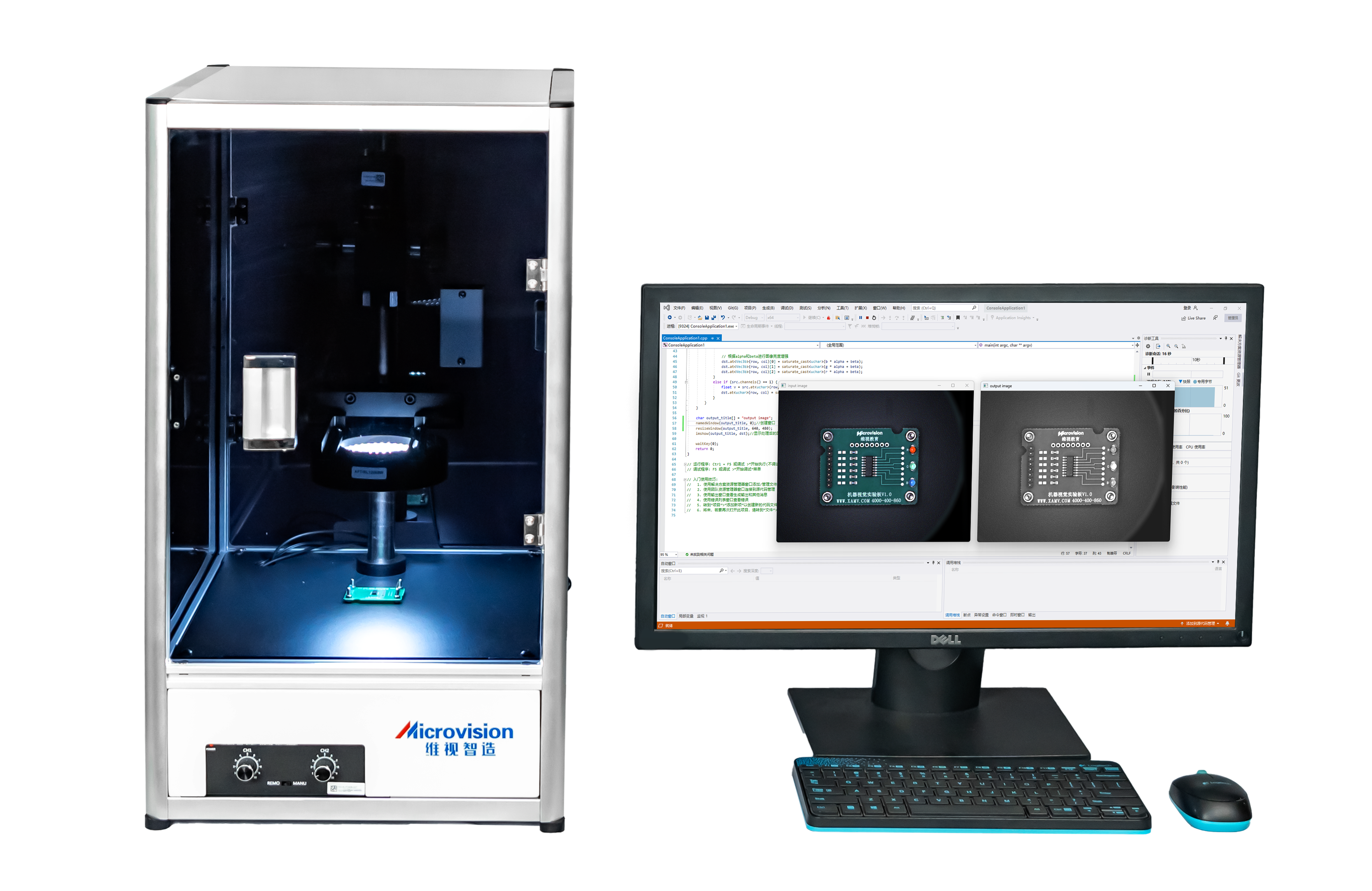
通用性好,简单易上手的图像处理软件
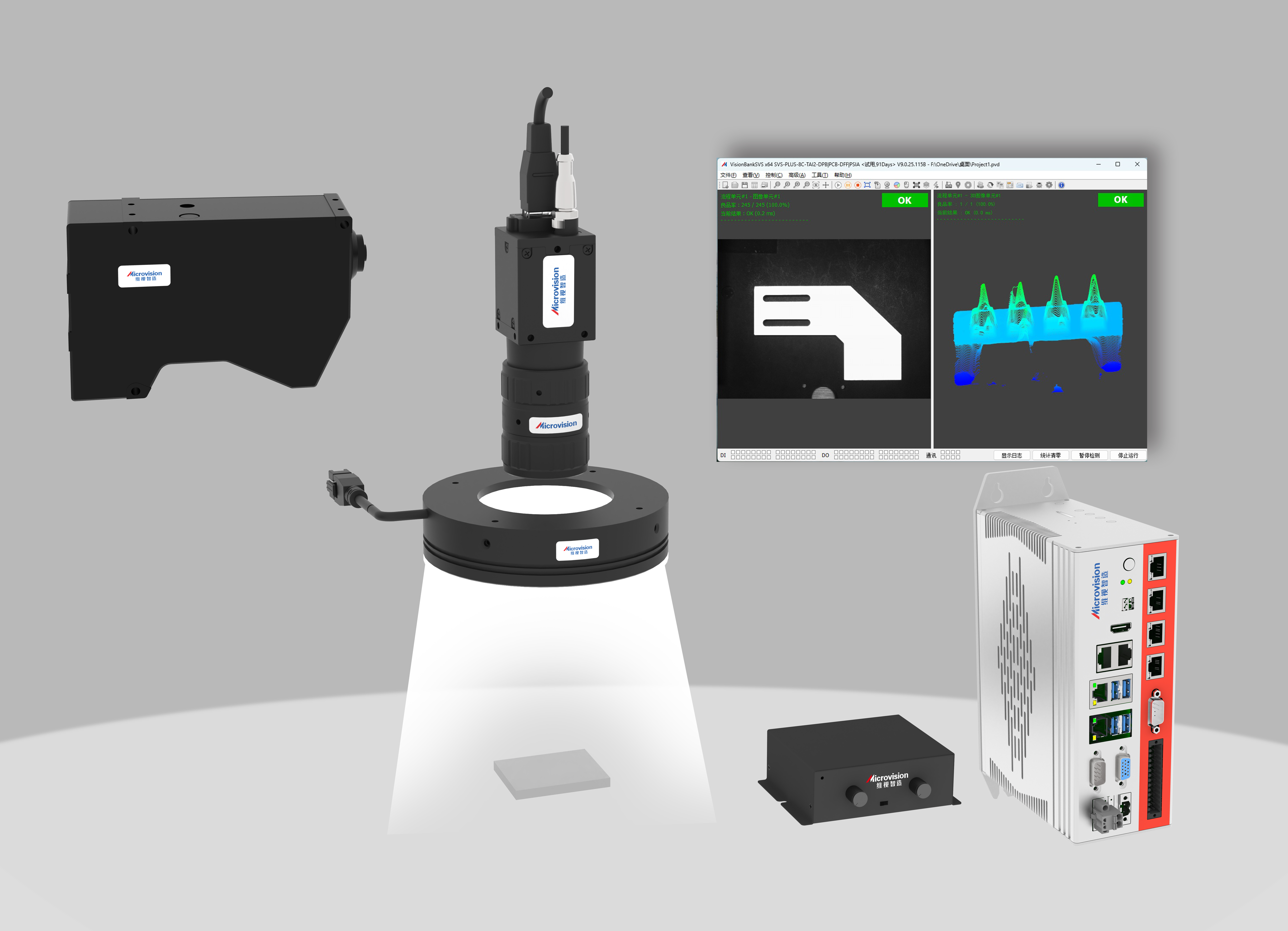
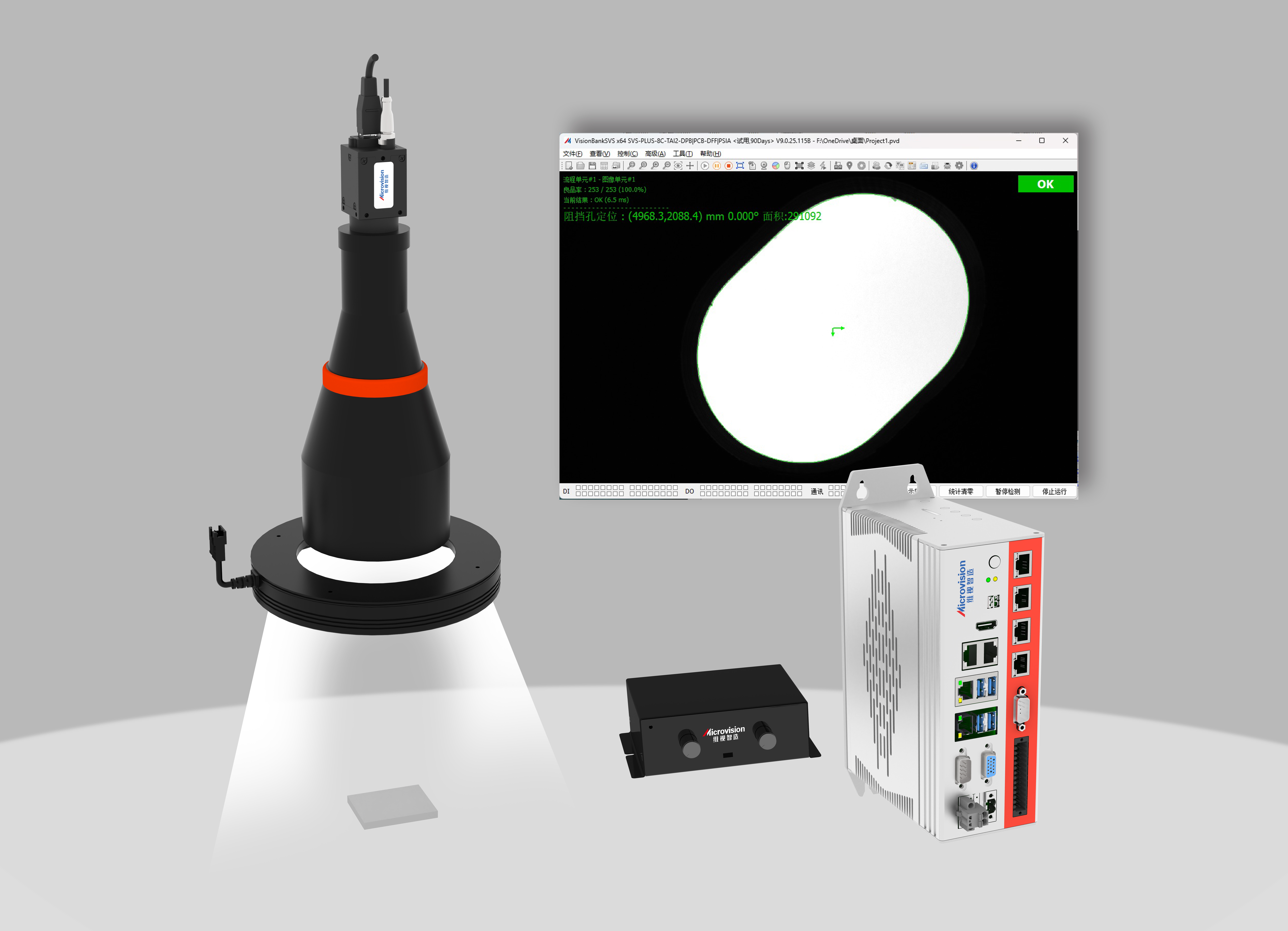
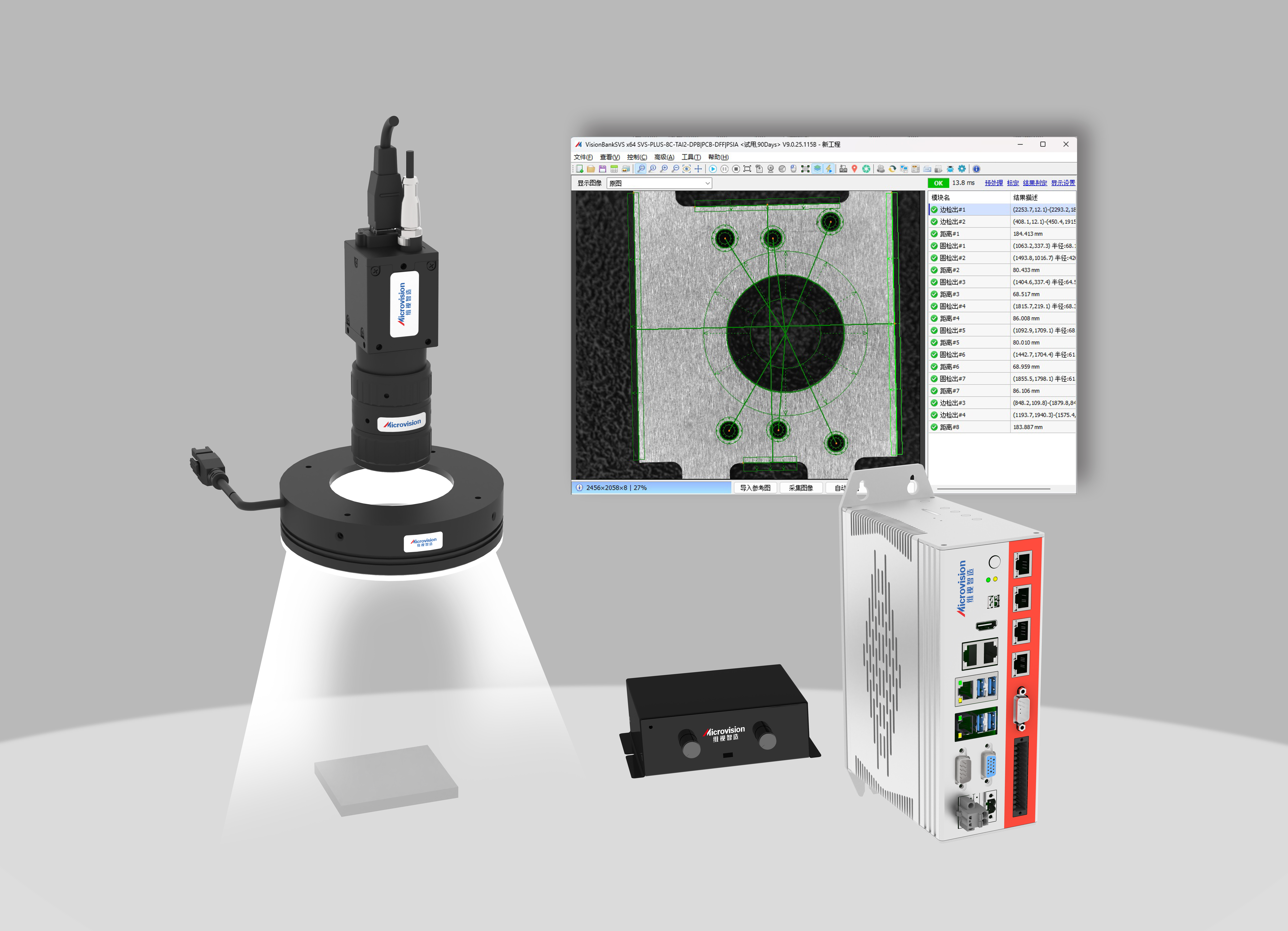
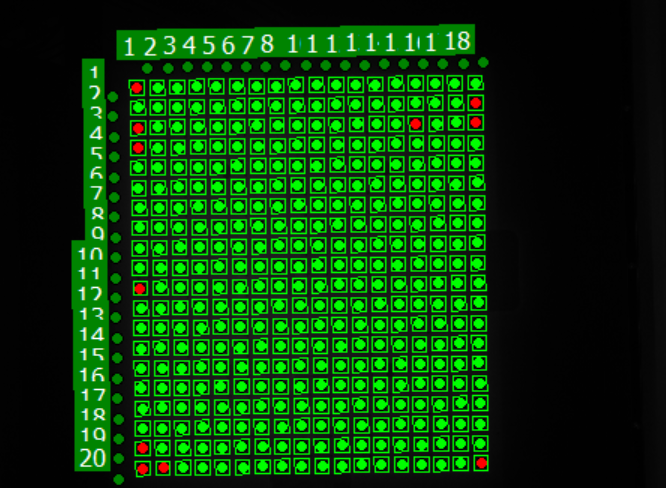
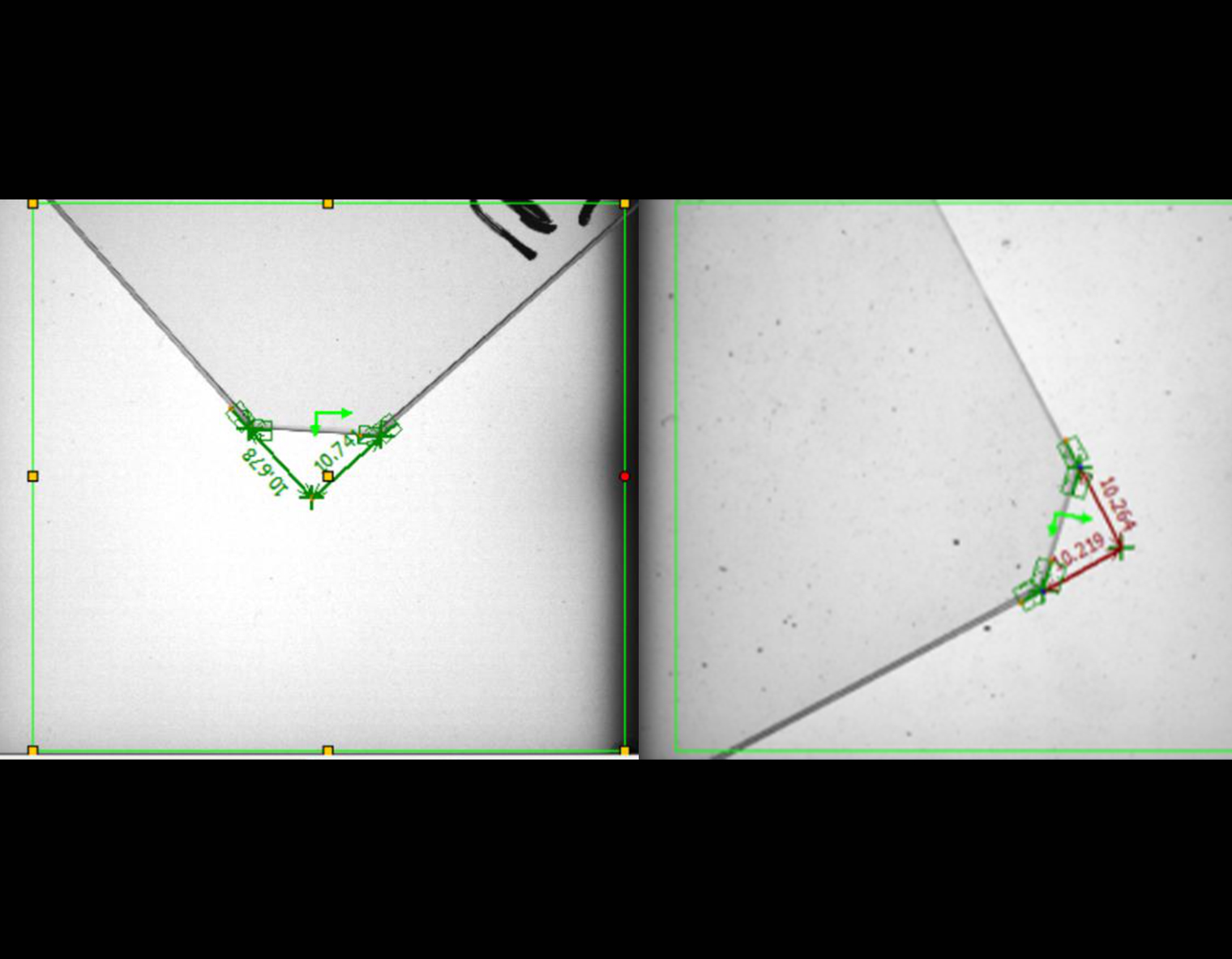
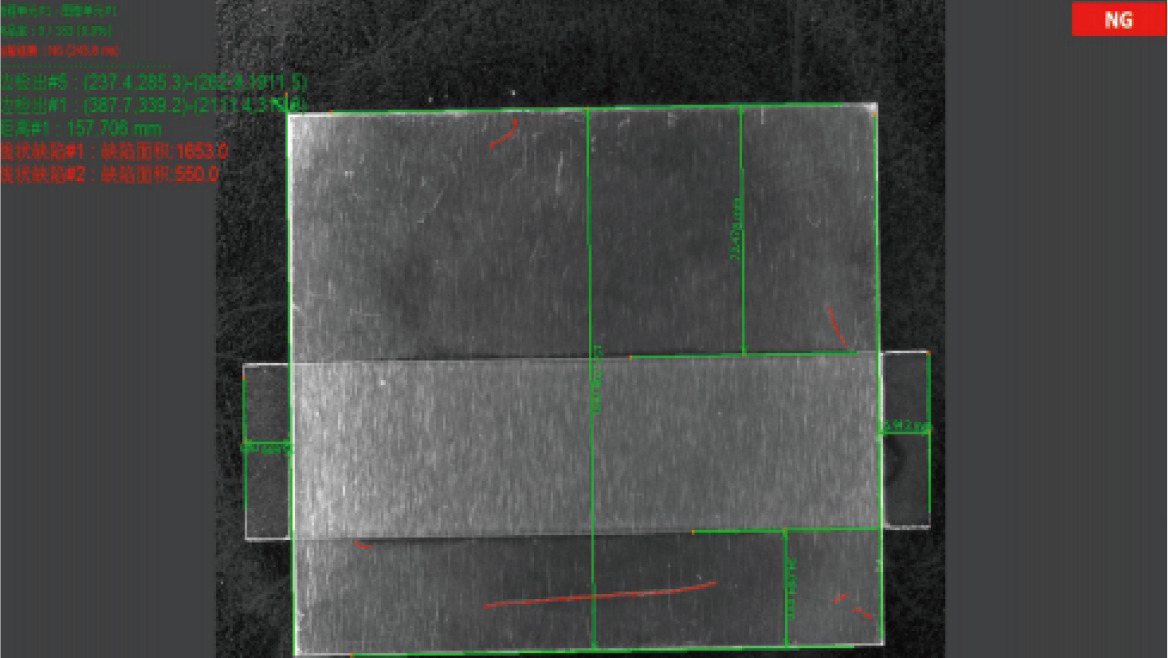
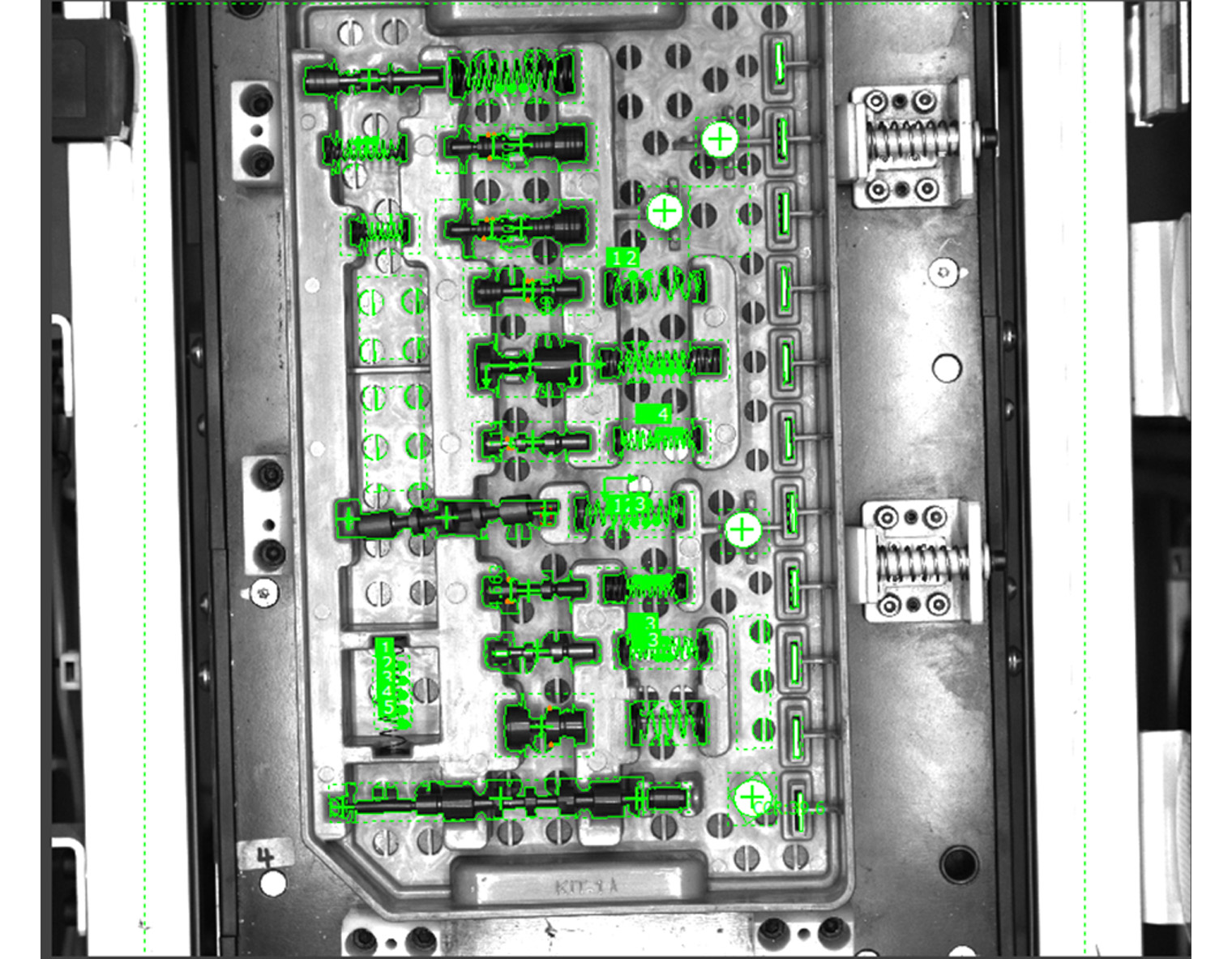
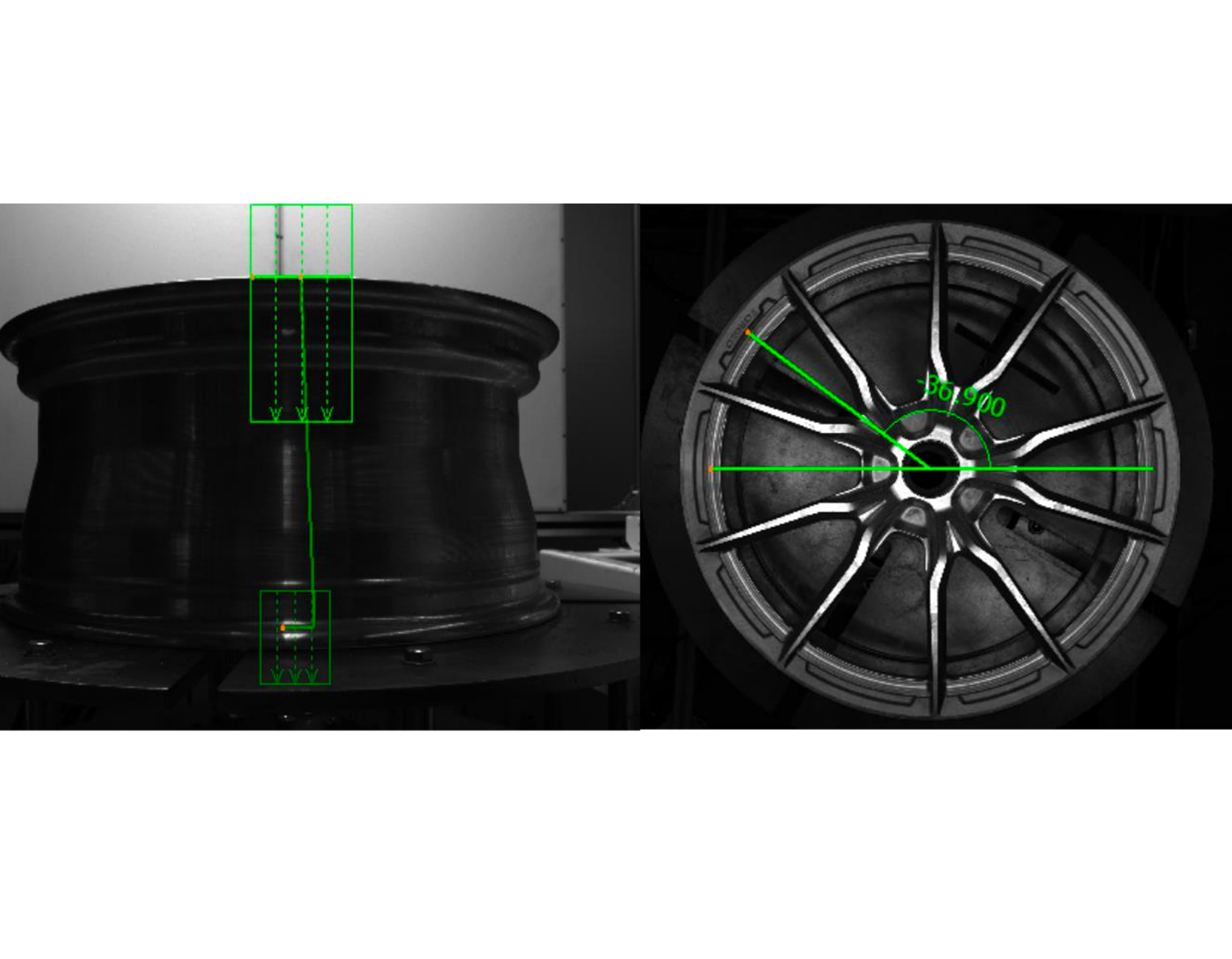
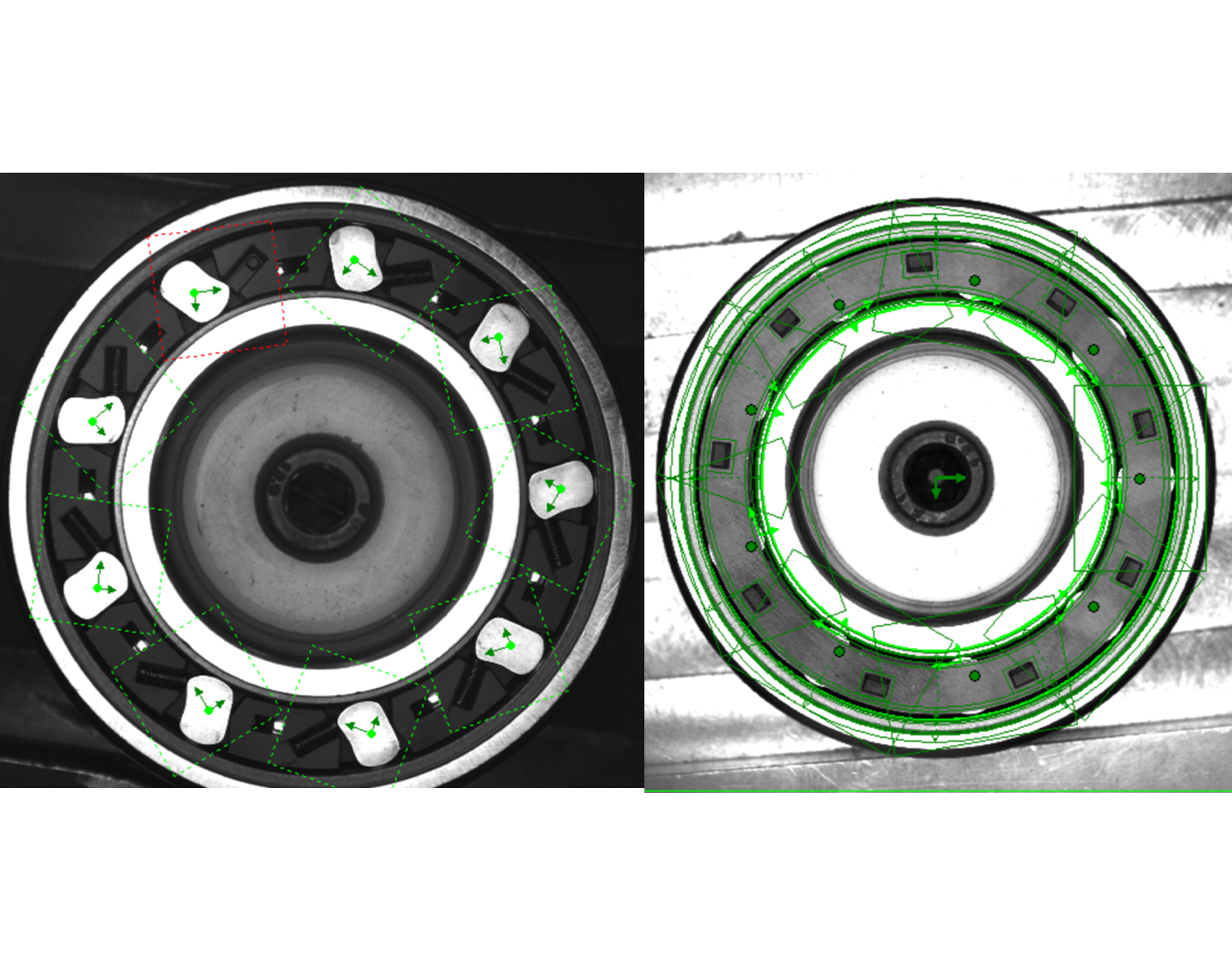
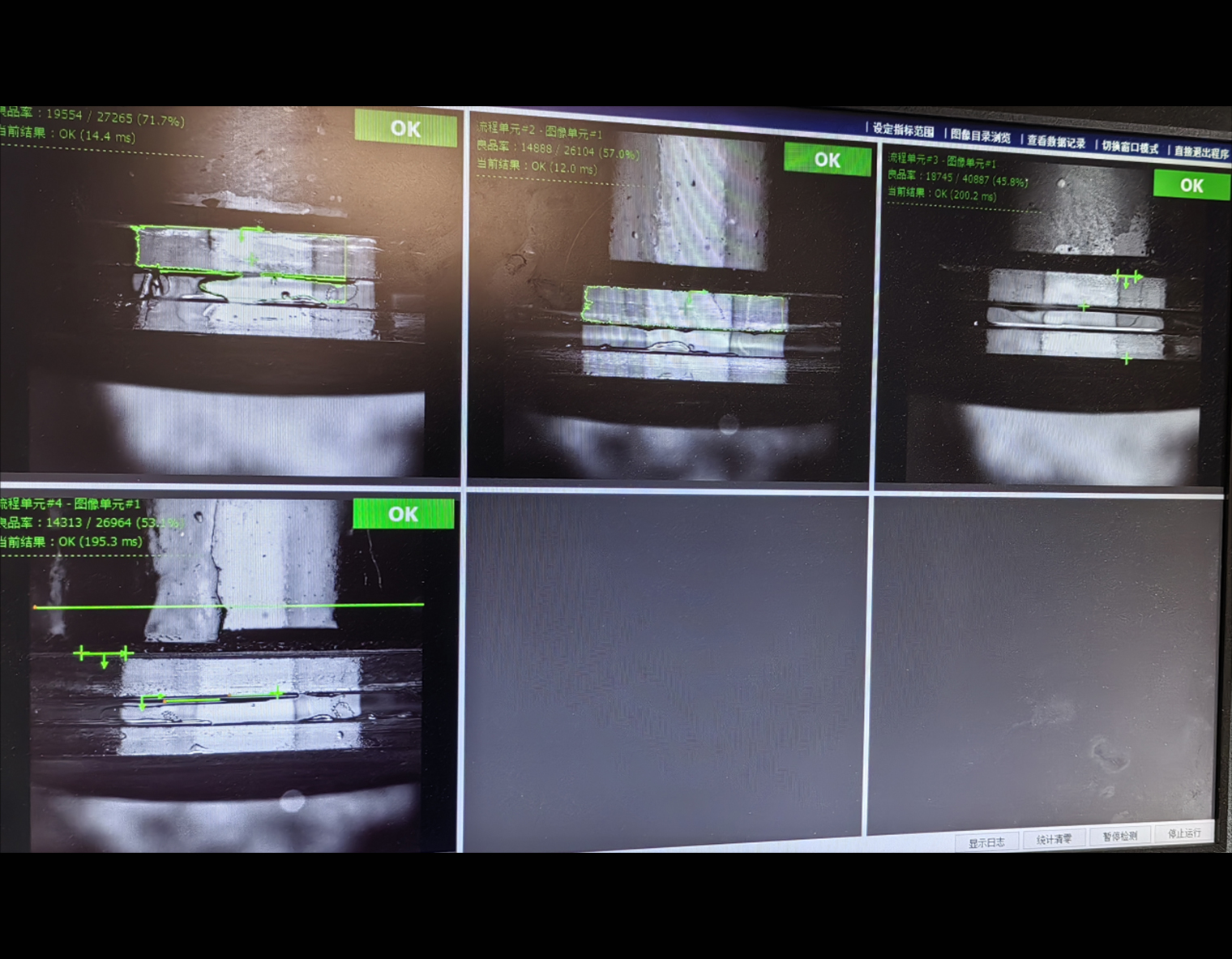
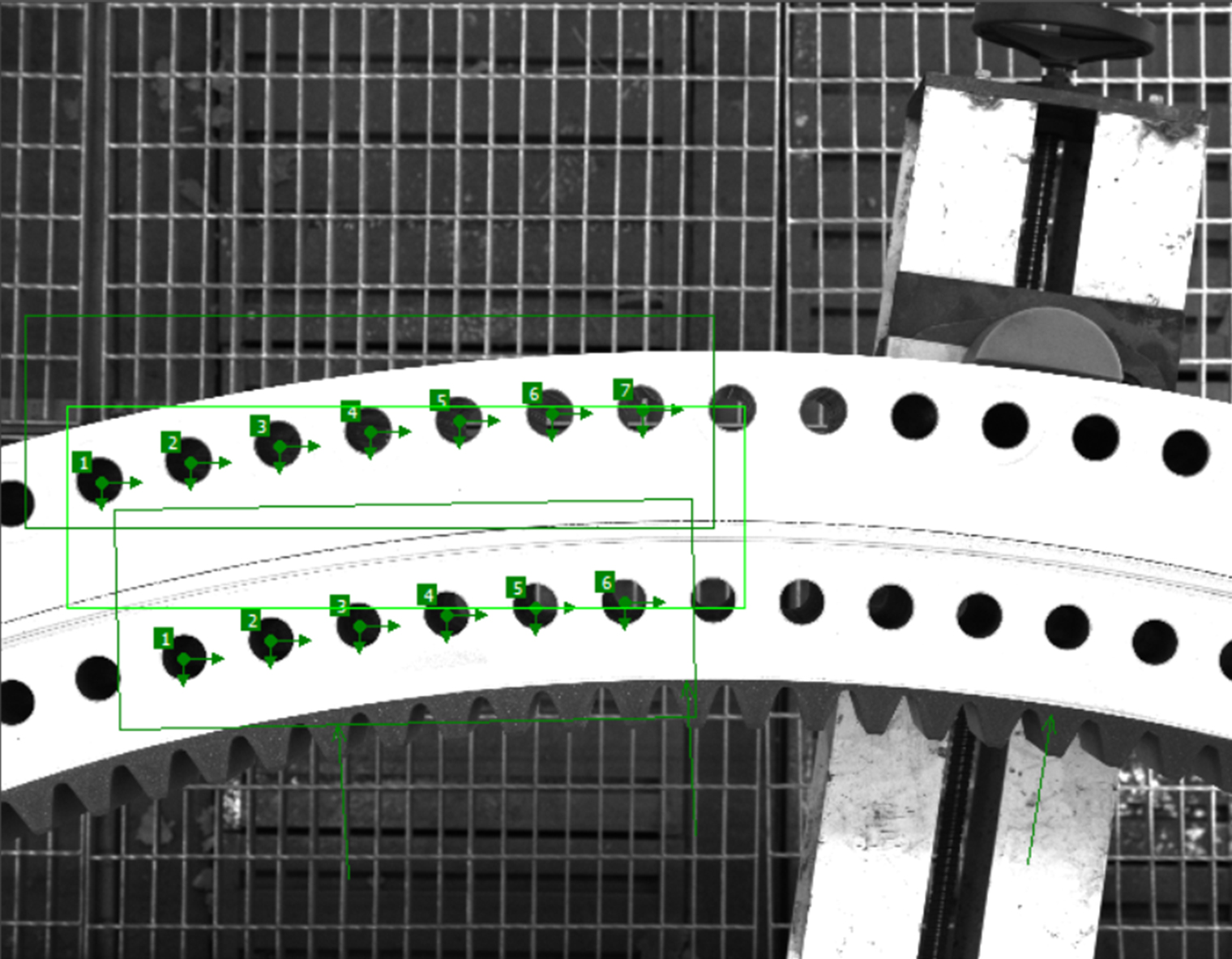
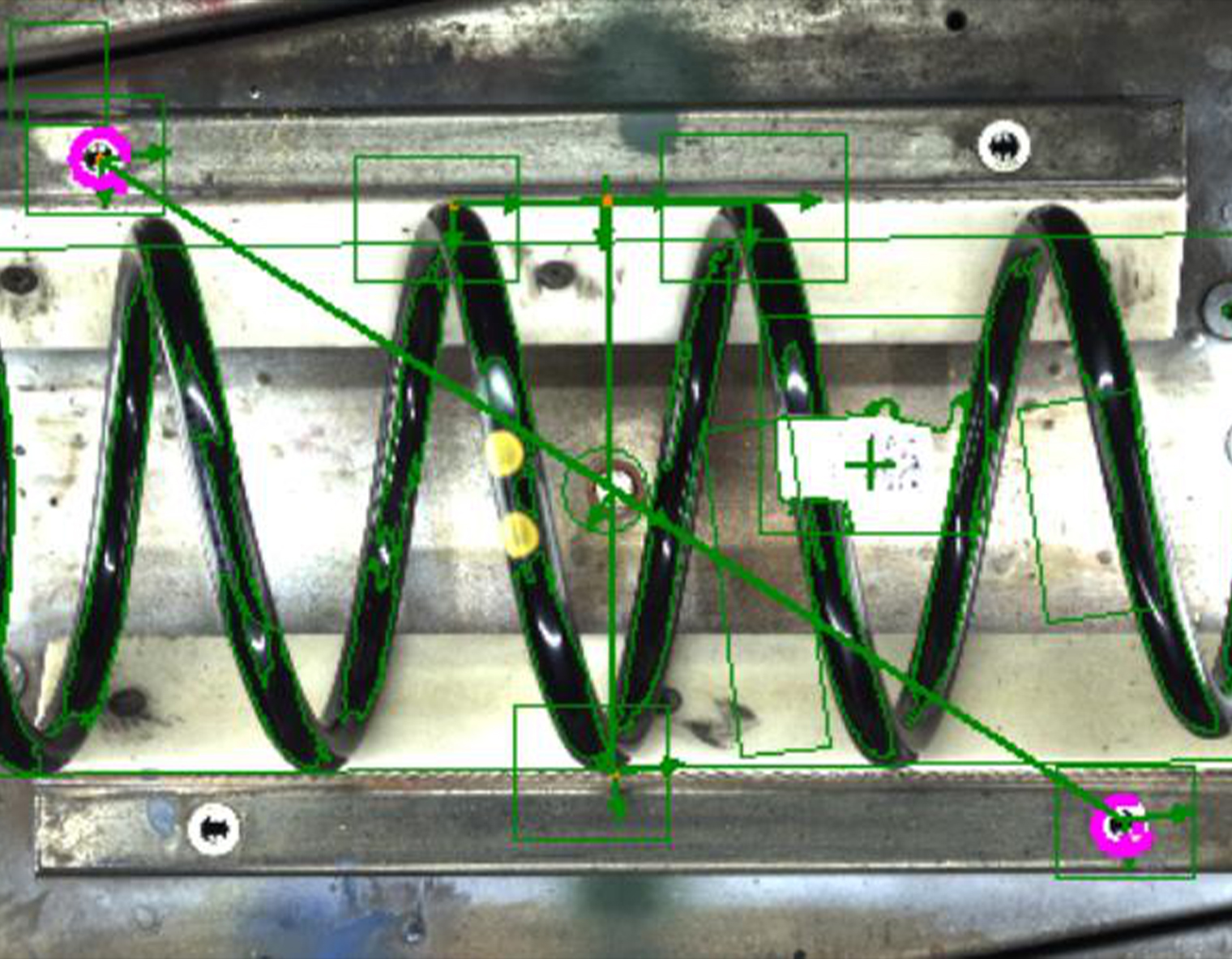
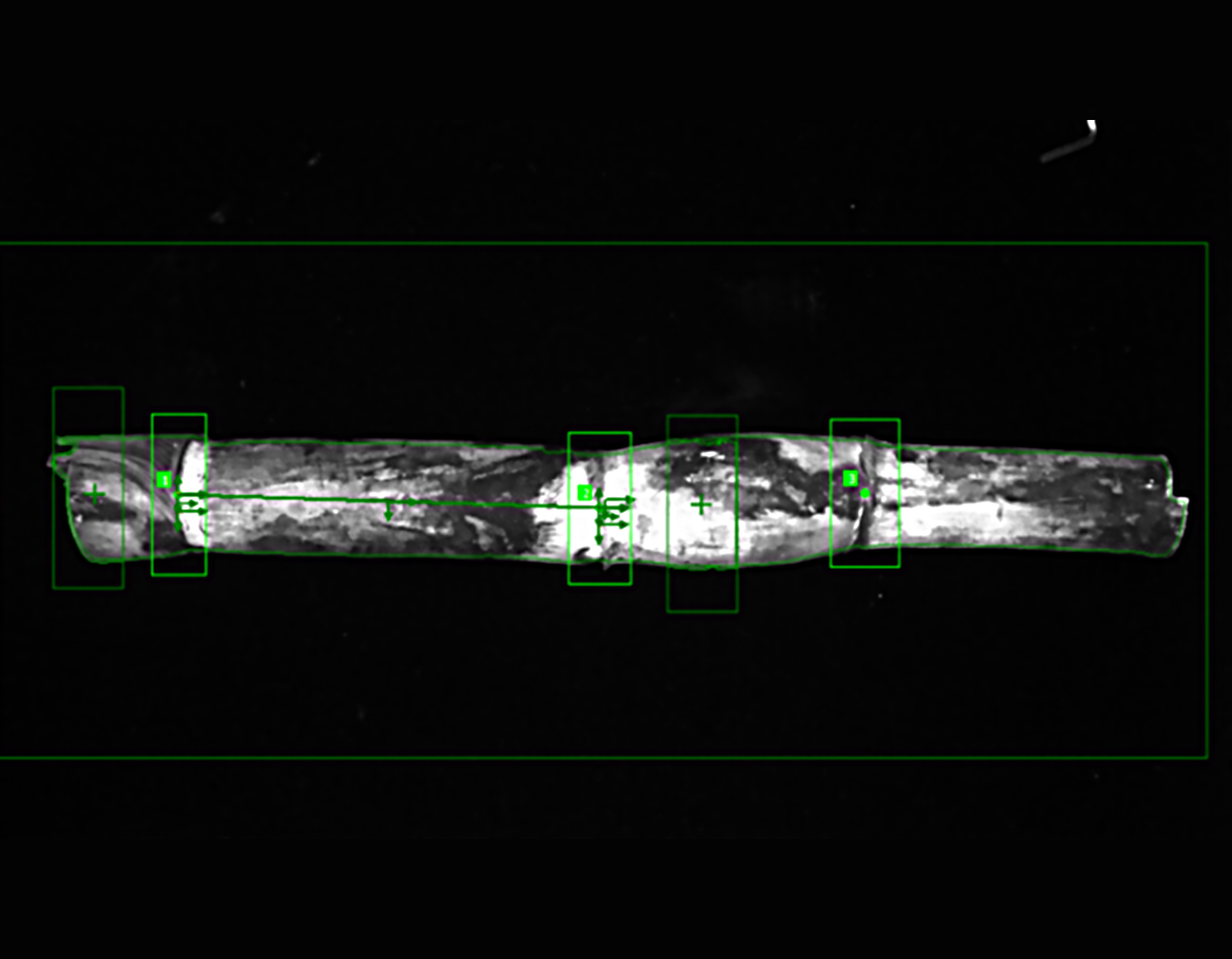
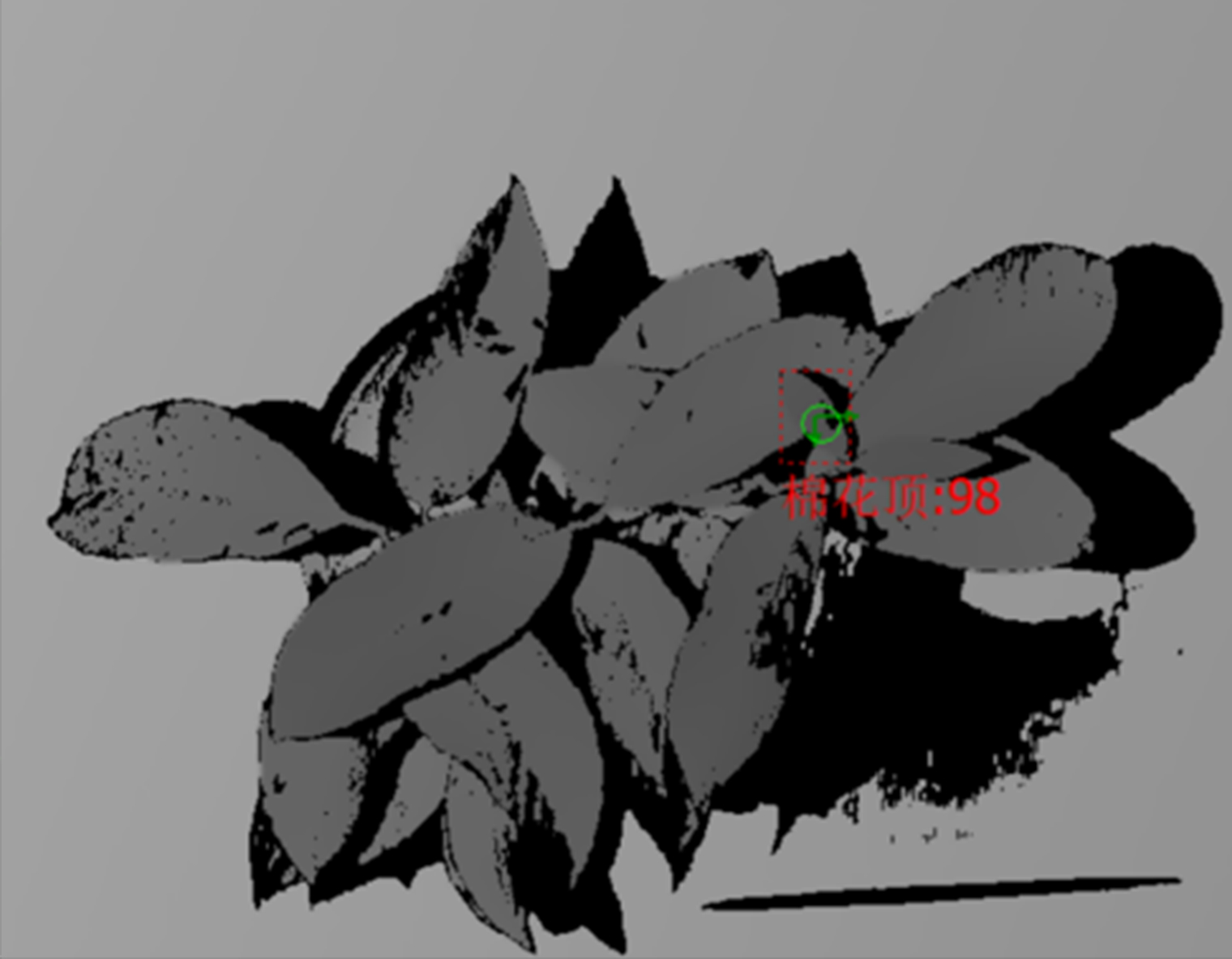
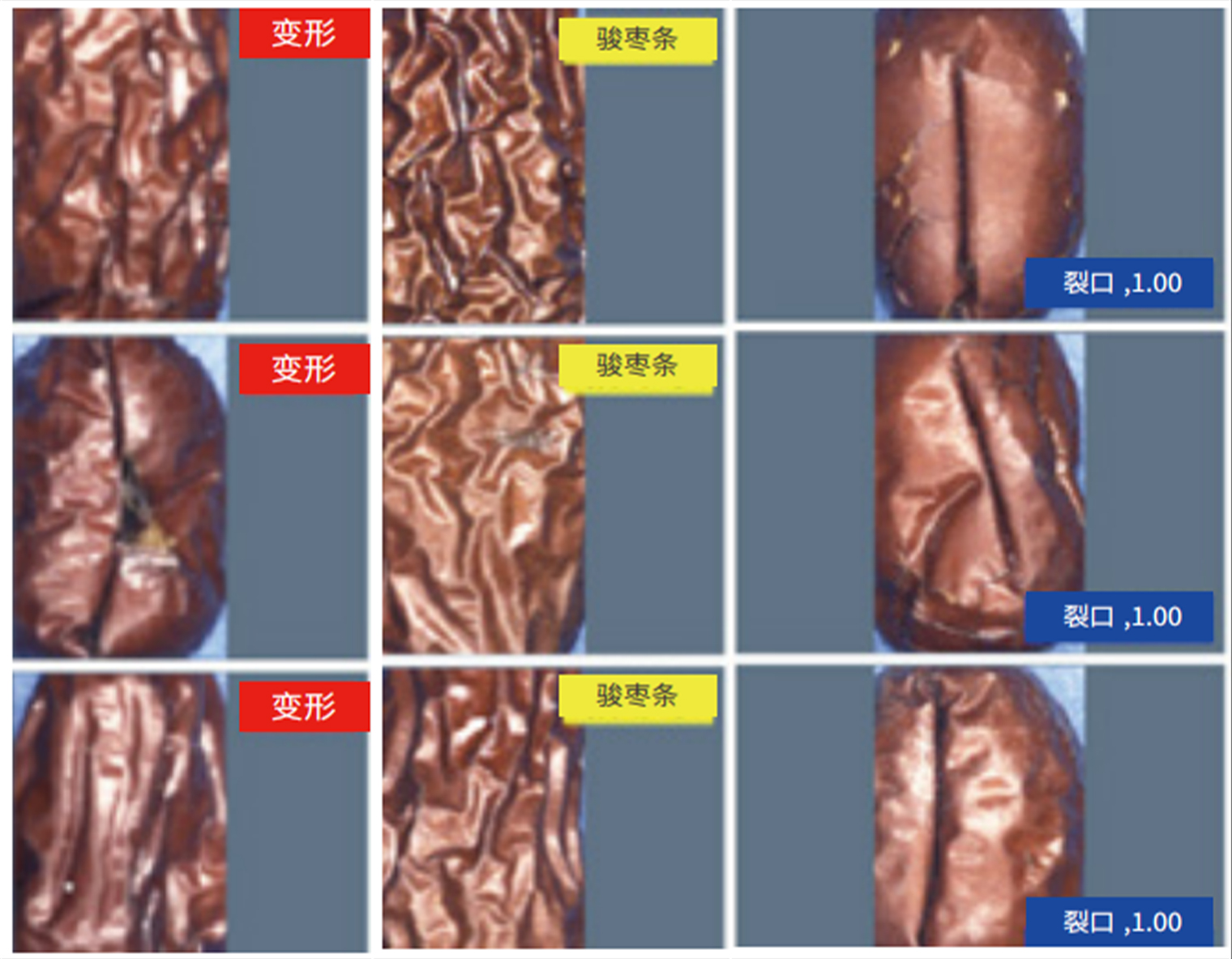
●VisionBank 智能视觉软件集成了近 200 种检测工具,涵盖了图像采集、位置标定、图像预处理、图像处理、图像后处理、数据交互、结果输出等 , 可解决工业现场 90% 的 检测需求;
●软件界面分区明晰,功能丰富多样,操作简单易上手,用户可根据所需检测工具快速搭建对应的分选工程;
-
便于教学操作的功能设计
●采用可视化触摸屏,易于操作
●配备光电传感器,感知物料位置更精准,沉浸体验物料分选视觉项目开发过程
●依托功能丰富的智能视觉软件平台,可扩展出不同的物料分选方案
-

高度模拟工业现场流水线环境
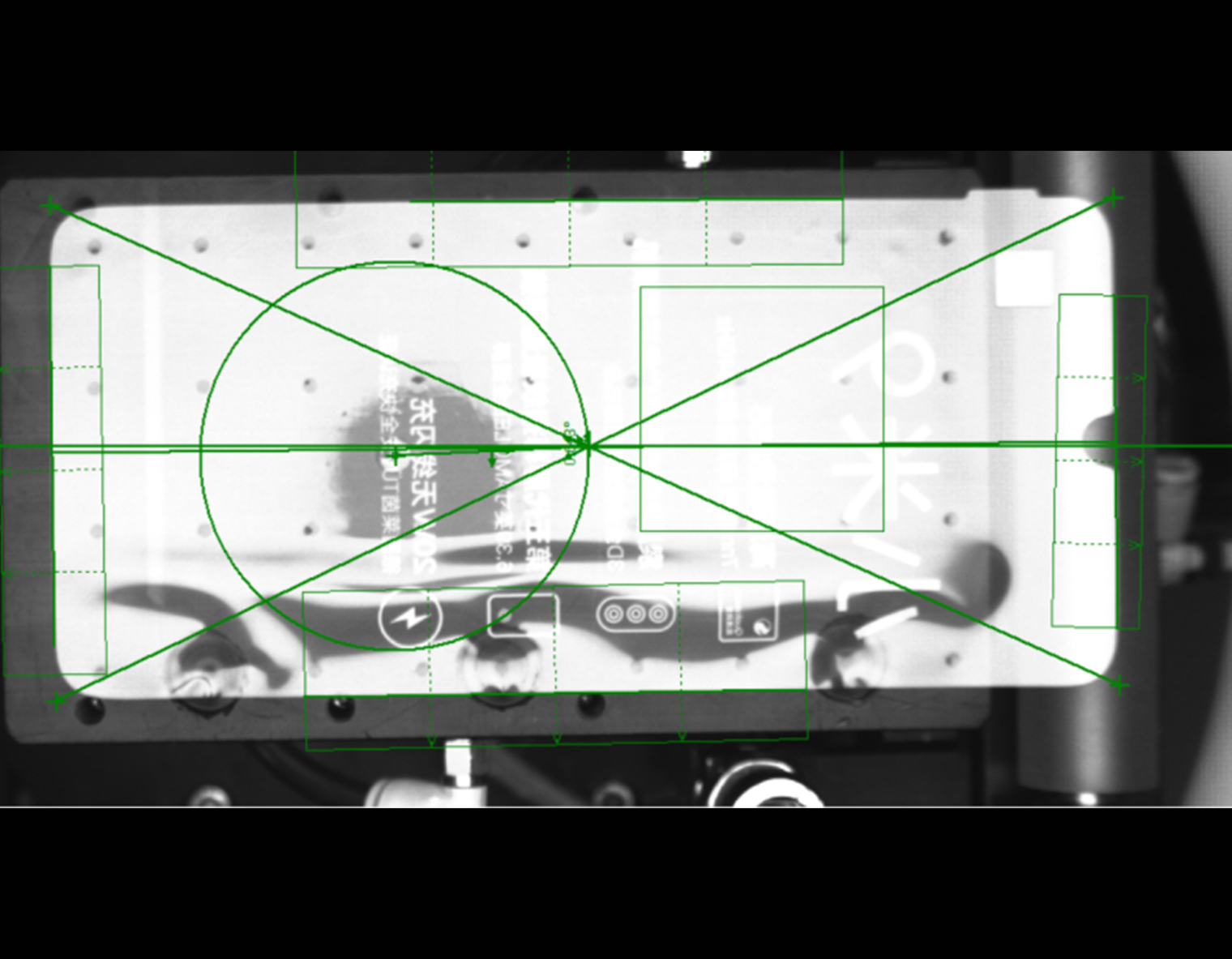
●MV-VIS100/200均采用工业级图像采集系统,搭配的维视自研工业相机、工业镜头以及LED 光源,采集图像稳定;·
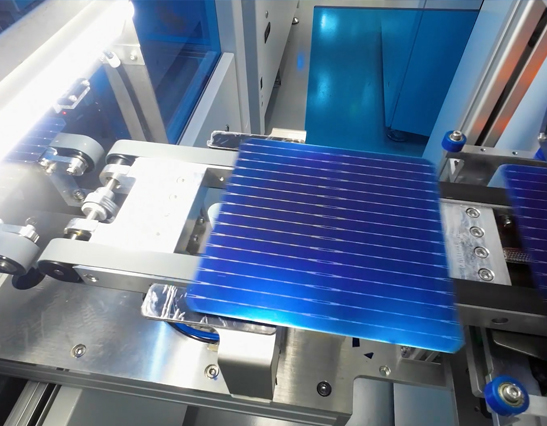
●MV-VIS200 涵盖了传感器、PLC、般摸屏,步进电机、气缸等常用的工业部件,实现了控制与执行机构的紧密配合,完美的实现了视觉检测与分选的目的;·
●MV-VIS100 设计简单,轻巧,可以完成分选工作基础上,运动控制也达到极简,可直接通过数字调逮器进行速度及转向控制。

联系我们
请填写以下信息,以便我们更好地了解并处理您的需求与问题。
 陕公网安备61019002003244号
陕公网安备61019002003244号










